颜色检验 另外,颜色测量的优点是在复制工艺的每一步能够精确的监视和控制颜色,使之尽可能的达到客户 的要求。
检验实际油墨颜色的校正 — 特别是非四色印刷油墨颜色 — 需要色度仪或分光亮度仪(密度仪也 可用于这些特殊的颜色,但只能用于测量强度)因为分光亮度仪具有测量密度和色度的功能,用它 去控制彩色复制质量的变化有多种用途,而且很科学。
颜色容差是检验标准颜色和实测颜色(测量数据)之间的数值差别。颜色容差包含一些彩色样品(输出的颜色)和已知标准颜色(输入色或技术要求色)测量值的比较,这样可判断样品与标准的 接近程度,若样品的测量数据与标准值相比不够理想,则需要对设备和印刷过程进行调整。
(若对控制范围和颜色容差分别考虑,那末生产流程和印刷工作的设定要用两套参数,一般情况 下,客户很少提出技术规范,印刷工人也无需在控制范围内来实现)
标准值与实测值的容差值可通过计算得到,计算方法是在L*a*b*三色空间中,测量标准色和样品 色之间的坐标距离。最常用的方法是 CIELAB 和 CMC 。
CIELAB 容差方法 前面已讲过, CIELAB 容差的计算是建立在 L*a*b* 颜色空间对标准色样或原稿技术参数作精确测 量,然后在理想的“容差球”上标出色点,在球上可找出标准色和其它被比较未定的样品(如输出 色)之间的差值,若差值落在容差球内是可以接受的,若差值落在容差球以外是不可接受的。
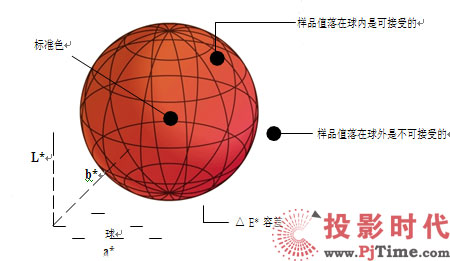
容差球的大小取决于客户对可接受色差的要求。色差值可用△E(delta error)表示,在印刷工业,
△ E 的值在 2 与 6 △ E 之间,它说明,样品色距离标准色的最大容差是 6 △ E 单位。小于 2 △ E 单 位的容差在正常印刷条件下是难达到的。较高的容差,视觉就能发现二色之间的差别,若在彩色图 片中两色的差值在 4 △ E 单位以内则视觉不能区分出色差。








 明基投影机
明基投影机 坚果投影机
坚果投影机 科视投影机
科视投影机 极米投影机
极米投影机 SONNOC投影机
SONNOC投影机 宝视来投影机
宝视来投影机 视美乐投影机
视美乐投影机 当贝投影机
当贝投影机 哈趣投影机
哈趣投影机 WAP手机版
WAP手机版 建议反馈
建议反馈 官方微博
官方微博 微信扫一扫
微信扫一扫